Namjena materijala za premazivanje
Premazivanje vanjske površine čeličnih cijevi ključno je za sprječavanje hrđanja. Hrđanje na površini čeličnih cijevi može značajno utjecati na njihovu funkcionalnost, kvalitetu i vizualni izgled. Stoga, proces premazivanja ima značajan utjecaj na ukupni kvalitet proizvoda od čeličnih cijevi.
-
Zahtjevi za materijale za premazivanje
Prema standardima Američkog instituta za naftu, čelične cijevi trebaju biti otporne na koroziju najmanje tri mjeseca. Međutim, potražnja za dužim periodima zaštite od hrđe se povećala, a mnogi korisnici zahtijevaju otpornost od 3 do 6 mjeseci u uvjetima skladištenja na otvorenom. Osim zahtjeva za dugotrajnošću, korisnici očekuju da premazi održavaju glatku površinu, ravnomjernu raspodjelu antikorozivnih sredstava bez ikakvih preskakanja ili kapanja koja bi mogla utjecati na vizualni kvalitet.

-
Vrste materijala za premazivanje i njihove prednosti i mane
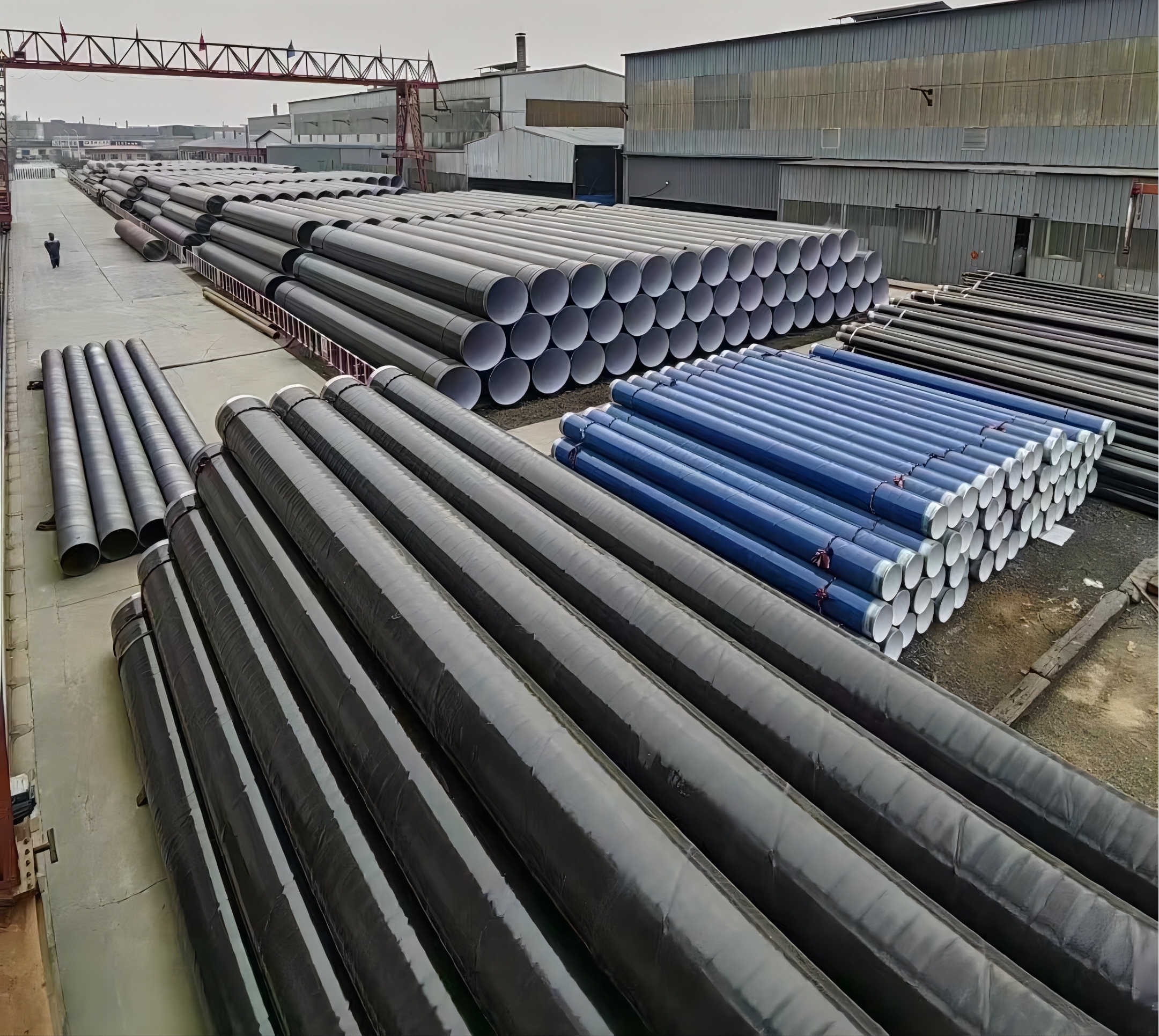
U gradskim podzemnim cjevovodnim mrežama,čelične cijevise sve više koriste za transport plina, nafte, vode i još mnogo toga. Premazi za ove cijevi su evoluirali od tradicionalnih asfaltnih materijala do materijala od polietilenske smole i epoksidne smole. Upotreba premaza od polietilenske smole započela je 1980-ih, a s različitim primjenama, komponente i procesi premazivanja su postepeno poboljšavani.
3.1 Premaz od naftnog asfalta
Premaz od naftnog asfalta, tradicionalni antikorozivni sloj, sastoji se od slojeva naftnog asfalta, ojačanih tkaninom od fiberglasa i vanjskim zaštitnim filmom od polivinilhlorida. Nudi odličnu hidroizolaciju, dobro prianjanje na različite površine i isplativost. Međutim, ima nedostatke, uključujući osjetljivost na promjene temperature, krhkost na niskim temperaturama i sklonost starenju i pucanju, posebno u kamenitim uvjetima tla, što zahtijeva dodatne zaštitne mjere i povećane troškove.
3.2 Epoksidni premaz od ugljenog katrana
Epoksidni premaz od ugljenog katrana, napravljen od epoksidne smole i asfalta od ugljenog katrana, pokazuje odličnu otpornost na vodu i hemikalije, otpornost na koroziju, dobro prianjanje, mehaničku čvrstoću i izolacijska svojstva. Međutim, potrebno mu je duže vrijeme sušenja nakon nanošenja, što ga čini osjetljivim na negativne uticaje vremenskih uslova tokom tog perioda. Štaviše, različiti sastojci koji se koriste u ovom sistemu premaza zahtijevaju specijalizirano skladištenje, što povećava troškove.
3.3 Epoksidni praškasti premaz
Epoksidni premaz u prahu, uveden 1960-ih, uključuje elektrostatičko prskanje praha na prethodno obrađene i prethodno zagrijane površine cijevi, formirajući gusti antikorozivni sloj. Njegove prednosti uključuju širok temperaturni raspon (-60°C do 100°C), snažno prianjanje, dobru otpornost na katodno odvajanje, udarce, fleksibilnost i oštećenja zavarenih spojeva. Međutim, njegov tanji film čini ga osjetljivim na oštećenja i zahtijeva sofisticirane proizvodne tehnike i opremu, što predstavlja izazove u primjeni na terenu. Iako se ističe u mnogim aspektima, zaostaje u poređenju sa polietilenom u pogledu otpornosti na toplinu i ukupne zaštite od korozije.
3.4 Polietilenski antikorozivni premaz
Polietilen nudi odličnu otpornost na udarce i visoku tvrdoću, uz širok temperaturni raspon. Zbog svoje vrhunske fleksibilnosti i otpornosti na udarce, polietilen se široko koristi u hladnim regijama poput Rusije i zapadne Evrope za cjevovode. Međutim, izazovi ostaju u njegovoj primjeni na cijevima velikog promjera, gdje može doći do pucanja usljed napona, a prodiranje vode može dovesti do korozije ispod premaza, što zahtijeva daljnja istraživanja i poboljšanja materijala i tehnika primjene.
3.5 Teški antikorozivni premaz
Teški antikorozivni premazi pružaju značajno poboljšanu otpornost na koroziju u poređenju sa standardnim premazima. Pokazuju dugoročnu efikasnost čak i u teškim uslovima, sa životnim vijekom dužim od 10 do 15 godina u hemijskim, morskim i rastvaračima okruženjima, te preko 5 godina u kiselim, alkalnim ili slanim uslovima. Ovi premazi obično imaju debljinu suhog filma u rasponu od 200μm do 2000μm, što osigurava vrhunsku zaštitu i trajnost. Široko se koriste u pomorskim konstrukcijama, hemijskoj opremi, rezervoarima za skladištenje i cjevovodima.
-
Uobičajeni problemi s materijalima za premazivanje
Uobičajeni problemi s premazima uključuju neravnomjerno nanošenje, kapanje antikorozivnih sredstava i stvaranje mjehurića.
(1) Neravnomjeran premaz: Neravnomjerna raspodjela antikorozivnih sredstava na površini cijevi rezultira područjima s prekomjernom debljinom premaza, što dovodi do rasipanja, dok tanka ili neobložena područja smanjuju antikorozivnu sposobnost cijevi.
(2) Kapanje antikorozivnih sredstava: Ovaj fenomen, gdje se antikorozivna sredstva stvrdnjavaju u obliku kapljica na površini cijevi, utiče na estetiku, a ne utiče direktno na otpornost na koroziju.
(3) Formiranje mjehurića: Zrak zarobljen u antikorozivnom sredstvu tokom nanošenja stvara mjehuriće na površini cijevi, što utiče i na izgled i na efikasnost premaza.
-
Analiza problema s kvalitetom premaza
Svaki problem nastaje iz različitih razloga, uzrokovan je različitim faktorima; a snop čeličnih cijevi istaknut kvalitetom problema može biti i kombinacija nekoliko. Uzroci neravnomjernog premaza mogu se grubo podijeliti na dvije vrste, jedan je neravnomjeran fenomen uzrokovan prskanjem nakon što čelična cijev uđe u kutiju za premazivanje; drugi je neravnomjeran fenomen uzrokovan neprskanjem.
Razlog za prvi fenomen je očigledno lako uočljiv, kada oprema za premazivanje ulazi u kutiju za premazivanje čelične cijevi u krug od 360° oko ukupno 6 pištolja (linija kućišta ima 12 pištolja) za prskanje. Ako je veličina protoka prskanja iz svakog pištolja različita, to će dovesti do neravnomjerne raspodjele antikorozivnog sredstva na različitim površinama čelične cijevi.
Drugi razlog je taj što postoje i drugi uzroci neravnomjernog premaza, osim faktora prskanja. Postoji mnogo faktora, kao što su hrđa na ulazu u čelične cijevi, hrapavost, tako da je premaz teško ravnomjerno rasporediti; površina čelične cijevi ima pritisak vode koji ostaje iza emulzije, ovaj put za premaz zbog kontakta s emulzijom, tako da je konzervans teško pričvrstiti na površinu čelične cijevi, tako da nema premaza emulzije na dijelovima čelične cijevi, što rezultira neravnomjernim premazom cijele čelične cijevi.
(1) Razlog visećih kapi antikorozivnog sredstva. Poprečni presjek čelične cijevi je okrugao, svaki put kada se antikorozivno sredstvo poprska po površini čelične cijevi, antikorozivno sredstvo u gornjem dijelu i rubu će teći prema donjem dijelu zbog faktora gravitacije, što će formirati fenomen visećih kapi. Dobra stvar je što proizvodna linija za premaze u tvornici čeličnih cijevi ima opremu za peći koja može zagrijati i stvrdnuti antikorozivno sredstvo poprskano po površini čelične cijevi s vremenom i smanjiti fluidnost antikorozivnog sredstva. Međutim, ako viskoznost antikorozivnog sredstva nije visoka; nema pravovremenog zagrijavanja nakon prskanja; ili temperatura zagrijavanja nije visoka; mlaznica nije u dobrom radnom stanju itd., to će dovesti do visećih kapi antikorozivnog sredstva.
(2) Uzroci pjenjenja antikorozivne zaštite. Zbog vlažnosti zraka u radnom okruženju, prekomjerna disperzija boje, pad temperature u procesu disperzije uzrokovat će pojavu mjehurića konzervansa. U uvjetima vlažnosti zraka i niže temperature, konzervansi se raspršuju u sitne kapljice, što dovodi do pada temperature. Voda u zraku s većom vlažnošću, nakon pada temperature, kondenzira se i formira fine kapljice vode pomiješane sa konzervansom, te na kraju ulazi u unutrašnjost premaza, što rezultira pojavom mjehurića u premazu.
Vrijeme objave: 15. decembar 2023.